
原材料仓储
按材料牌号与项目要求备料,入厂后按检验要求确认材料信息。

能力概览
佛山制造基地覆盖材料准备、成形、热处理、端面磨削、表面处理与质量验证,服务深圳、东莞及更多工业客户。
工序证据
材料准备、卷制、热处理、磨口与抛丸等核心工序在厂内完成;部分表面处理按项目要求外协,回厂后再进行外观和相关项目检验。
按材料牌号与项目要求备料,入厂后按检验要求确认材料信息。
根据线径、结构与材料选择成形工艺;通常线径超过 20 mm 采用热卷加工。
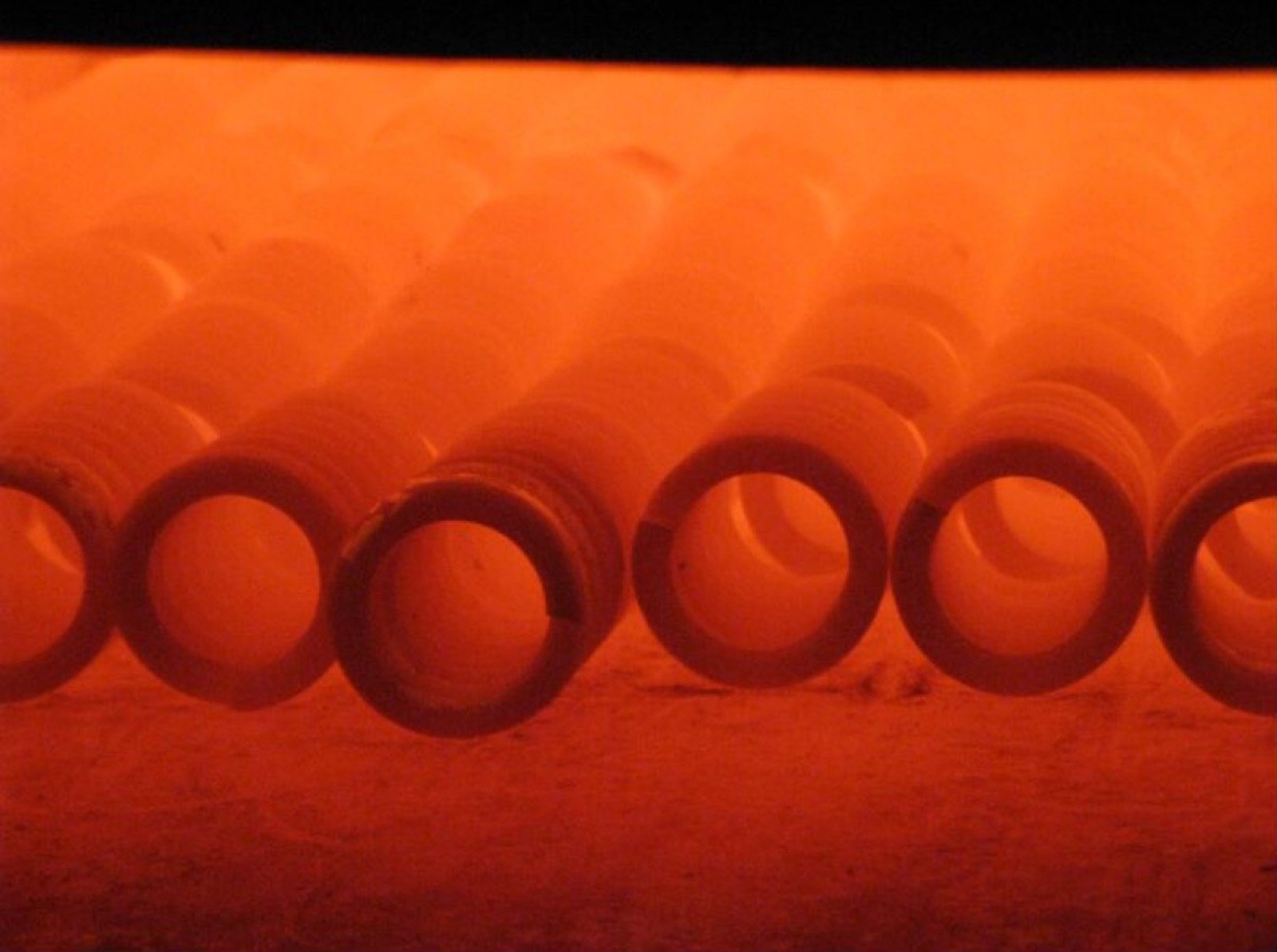
按材料和性能要求制定热处理工艺,并结合硬度等项目进行验证。

磨削压缩弹簧端面,支持装配稳定性与工作高度控制。

根据产品要求进行表面清理或强化,并检查处理后的外观状态。
设备与材料
60 余台卷制设备、12 台热处理炉、22 台磨口机与 6 台测力机支持批量排产;最大测试载荷 50 吨。
65Mn、72A、82B、60Si2Mn、55CrSi、51CrV4、60Si2CrMn
按项目要求安排镀锌、镀镍、电泳、达克罗、氧化发黑或涂防锈油等处理,并在回厂后检验
GB/T 1239、JIS B 2704、DIN EN 15800
确认可制造性
提供图纸、照片或工况描述,工程团队评估工艺路线与交期。
 13168576990扫码或搜索添加微信
13168576990扫码或搜索添加微信